1) Denenormskillnaderon pris
Vibehöver bara spenderaom20–40 tusen USD på enlamineradproduktionlinjeenligt storleken påutrustning. Jagkunde inte'inte vara bättre för ossif den är koppladmedglas kantpolerareochglastvättmaskiner, Tdå kan vi producera högkvalitativalaminerat glas med relativt liten investeringOch som kommer att ge dig betalt väldigt snabbt.
It-kostnader140-350 tusentalsUSD påen produktionslinje för autoklavenför att producera PVB-laminerat glas, asproduktionslinjen borde varai kombination medtermostatisk kammare, rullpressar, tvättmaskin, kantpolerare, glasskärmaskin,och sekundärgenerator. WVi är mycket riskfyllda om vi investerar så mycket pengar i autoklavproduktionslinjen medan den betalar sig mycket långsammare.
2) De olikabearbetningsförfaranden.
Dedriftsprocessen förautoklavproduktionslinjen är komplex,ochDe tekniska kraven är relativt höga. För det första,det är verkligen krävande för oss attskäraönskadglas
inom 2 mm mätfel, annars bubbla kommer att dyka upp i processen.Och sedanVi måste gå igenom alla följande procedurer, poleringdekant, tvätta glaset, sätta ihop två glas med film emellan, värma och valsa två gånger, kantförsegla, gjuta till form i autoklaven genom uppvärmning och pressning, och slutligen kyla.OEndast på detta sätt kan vi producera laminerat glas.Bmen det kostar ungefär 6 timmar att slutföra hela processen och är mycket tekniskt krävande.påkontroll av tid och temperatur.Onär vi gör ett misstag i någon process, allaansträngning kommerförgäves eftersom allt glas är värdelöst.Ggradvis tar den växande produktionslinjen för laminerade material dess plats.
Tprocessen med Fangdingproduktionslinje för laminerat glasär ganska enkel och lätt att kontrollera med produktionsteknik som är lätt att bemästra.WVi kan få det perfekta laminatglaset genom att dammsuga och värma glaset i utrustningen efteråt.skärande, polering, tvättning, limning.Dehela processen ärPLCdrivs så att vi kan öka effektiviteten och få önskat glas.
3) Olikaarbetskraft för utrustningen.
PVB-laminatproduktionlinjeis drivaed by 500KW,so förbrukningenpåelektricitetär enorm och kräver i allmänhet en transformator för att följa med.EVA-laminerad produktionslinjeär förenklad med låg elförbrukning.It drivs av30kw-75kw beroende på utrustningens olika storlek.
4) Olikaproduktionscykel och produktion
IDet tar oss 6 timmar att färdigställa glasproduktionenmed ett PVB-laminatproduktionlinje. Whatt'är värre, vi måste anpassa ossdeperioden till ännu längre beroende på antal och tjocklek på glaset.ASom ett resultat kan vi bara slutföra glasproduktionen en gång om dagen med 400㎡-600㎡glas.
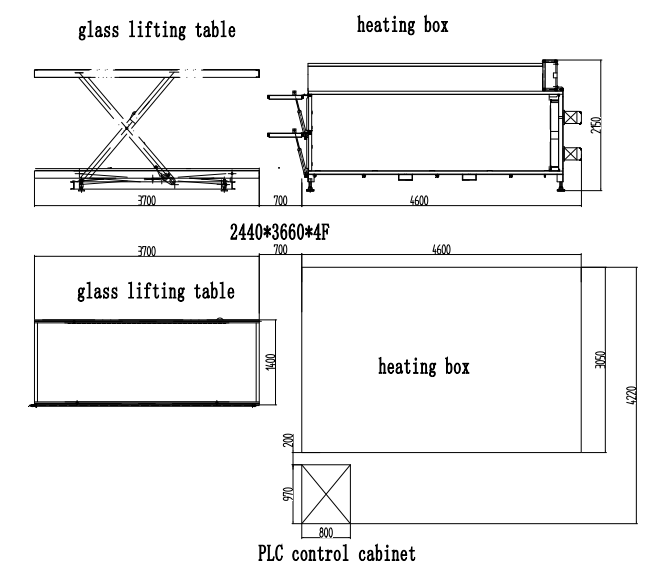
OTvärtom tar det oss 1–2 timmar att färdigställa glasproduktionen medenFANGDINGproduktionslinjer för laminerat glasDessutom kan vi fortsätta producera fyra gånger om dagen.Tåkamediumtill exempel laminerad utrustning i -storlek.Detär 2 m lång, 3 m bred och har 3 lager.It producerar 54㎡ en gång i tiden, 4 gånger om dagen, då kan vi få 216㎡glas så att produktionen är lika med autoklav samtidigt som kostnaden är låg.IOm beställningen är relativt liten är det verkligenlönsammed enEVAlaminerad produktionslinje.
5) Produktionsprincipernadet laminerade glasetär annorlunda.
Fangdinglaminerat glasproduktionslinjeantar principen om hög temperatur och vakuum vid produktion av laminerat glas.Traditionell EVAFilmen är en typ av smältfilm, EVA-film smälter vid hög temperatur och fäster tätt ihop glaset.
Samtidigt kan TPU-filmen användas i vårt laminerade glasmaskin.
Hhögt tryckaautoklavPVB-laminerat glas använder kombinerad glasuppvärmning och högt tryck för att producera laminerat glas.nDet kombinerade glaset behöver först valsas och sedan placeras i en autoklav för glaset. Tillsätt lufttryck på glasytan. Trycket på glaset behöver vara mer än 13 kg per kvadratcentimeter. Syftet är att pressa ut luftbubblorna i det kombinerade glaset. Samtidigt behöver glaset värmas upp med hög temperatur. Sedan kan PVB-laminerat glas tillverkas.
6) Utrustningens täckningsyta är annorlunda.
PVB högtrycksproduktionslinje behöver cirka8M (K) *60M (L) produktionsutrymme täcker ett stort område och produktionsprocessen är lång.
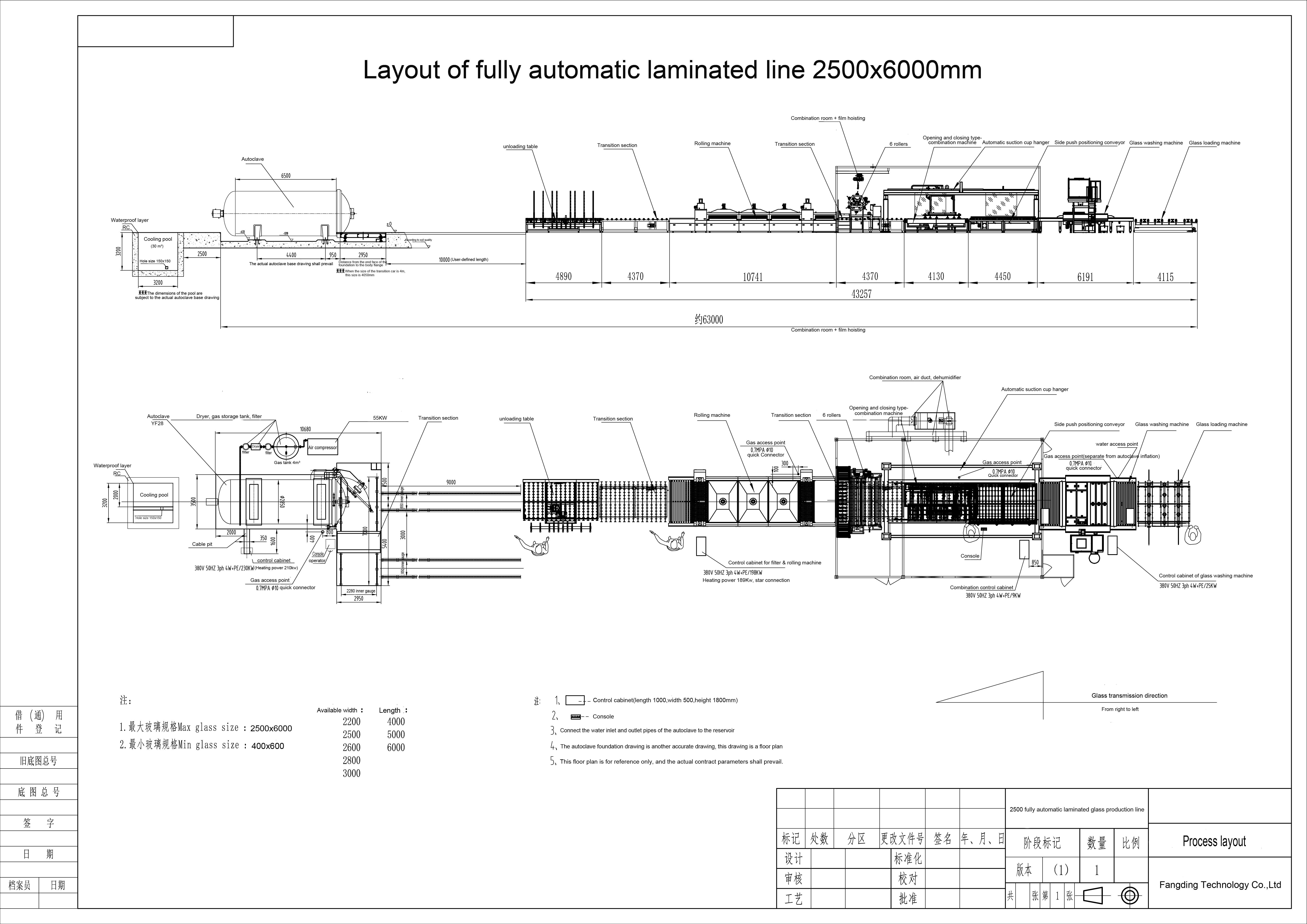
Vårbehoven vid produktionslinjen för laminerat glas5M (K) *10M (L) plats att producera, täckningsområdet är litet, produktionsprocessen är enkel och lätt att använda.
7) Antalet arbetare som ska använda utrustningen är olika.
VårProduktionslinjen för laminerat glas använder PLC-styrsystem, vanligtvis har två arbetare som kan producera glaset. Så det sparar arbetskraft och pengar.
Produktionslinjen för PVB-glasautoklaver är längre än för EVA-laminerat glas. Utrustningen för PVB-laminerat glas består huvudsakligen av tre delar: högtrycksautoklav, valsmaskin och rum med konstant temperatur. Därför behöver utrustningen fler personer för att användas.
8)Förvaringsmetoderna för filmen är olika.
Filmen är ett av de huvudsakliga förbrukningsmaterialen för laminerat glas. Därför är filmen viktig för tillverkning av säkerhetsglas.
PVB-filmer är klibbiga vid lagring under normala temperaturförhållanden, vilket innebär större miljöpåverkan. Filmen kräver förvaring i rum med konstant temperatur och fuktighet. Därför behöver företag specialbyggda kylförvaringslösningar för film, vilket ökar produktionskostnaderna.
Vårfilma(EVA)Vid normala temperaturförhållanden är förvaringen viskös och har inga strikta krav på miljön. Det enda som krävs är att förvaringsplatsen är ren och inte vid höga temperaturer.
9) Produkternas kvalitet är skillnad.
1. DeEVA-genomskinligheten är 90 %,eller så, kan tillverkas i glasfasader, skottsäkert glas, säkerhetsdörrar och fönster, laminerat glas, dekorativt laminerat glas för inomhusbruk, laminerat glas mot solenergibatterier etc.
PVB-laminerat glas är genomskinligt bättre än EVA, genomskinligheten kan nå mer än 92%. PVB-laminerat glas kan användas i bilar, glasfasader, skottsäkert glas etc.
2. EVA-laminerat glas är mer utmärkt PVB-laminerat glas vad gäller väder- och vattenbeständighet. Eftersom EVA-laminerat glas använder smältfilm kan det bindas bättre till glaset. Den egenskapen är viktigare för härdat laminerat glas. EVA-laminatglasets vidhäftningsförmåga är bättre än PVB.
3. Intensiteten hos det laminerade glaset PVB > EVA. Men det är bara ett litet gap. Oavsett om det är EVA-laminerat glas eller PVBwvilket kan användas för arkitektoniskt glas, skottsäkert glas, dörrfönsterglas och så vidare.
10) Utrustningen kan tillverka olika typer av säkerhetsglas.
1,Våra högkvalitativaUtrustning för laminerat glas kan inte bara producera Arkitekturlaminerat glas, båglaminerat glas, skottsäkert glas, mönstrat glas, solcellslaminerat glas och konstglas såsom: laminerat blommor/tavlor/tyg/marmorglas och så vidare. LED-laminerat glas, sekretessglas och omkopplingsbart glas.
2,Utrustning för PVB-laminerat glas används vanligtvis för att tillverka bilvindrutor, glasfasader och skottsäkert glas. Eftersom produktionsprocessen för PVB-laminerat glas har många nackdelar: Precis som temperaturen och det höga trycket förhindrar det att laminerat glas av hög kvalitet och andra typer av glas produceras.
11) ,Kostnaden för produkten är annorlunda.
Produktionskostnaden för EVA-laminerat glas är betydligt lägre än för PVB-laminerat glas. Eftersom EVA-laminerat glas, både vad gäller elförbrukning, personanvändning och produktionsprocess, är kostnaden lägre än för PVB-laminerat glas. Informationen nedan är jämförande:
12) Den laminerade glasutrustning som är lämplig för marknaden skiljer sig åt.
DeFangdingUtrustning för laminerat glas, liten investering, lägre elförbrukning, mindre anställning, produktionskvantiteten kan anpassas flexibelt av marknaden, enligt den breda marknaden. Så den kan användas i de flesta länder. Är ett mycket bra investeringsmål!
PVB-laminerad glasutrustning, stora investeringar och mer el, stor avkastning, sysselsätter fler människor. Specifikt marknadsomfång. Används vanligtvis i en större befolkning, rika på billiga elresurser, nationellt område större länder.
13) Utrustningsunderhållet är annorlunda.
FÄNGDProduktionslinjen för laminerad glasutrustning är mycket kort, produktionstekniken och underhållet av utrustningen är enkelt. Byte av skadade delar är enkelt och bekvämt, och underhållskostnaderna är låga.
Produktionslinjen för PVB-laminerat glas är längre, det finns fler reservdelar till utrustningen och underhållskostnaderna är högre. Och det är inte lätt att få tag på reservdelar från marknaden.
14) Säkerhetsgraden för säkerhetsglas vid bearbetning av utrustning skiljer sig åt.
Vår bearbetningsteknik för laminerat glas är enkel, utrustningsdesignen är vetenskaplig och rimlig, ljudnivån är låg och säkerhetsindexet är högt.
Produktionscykeln för PVB-laminerat glas är längre, och hela glasbiten tillverkas i autoklaven. När PVB-filmen värms upp kan den lätt producera brännbar gas i autoklaven, och glaset måste isoleras med träremsa, som lätt kan antändas av elektricitet, vilket medför vissa risker.
15) Fraktkostnaden för utrustningen är annorlunda.
Vår laminerade glasutrustning, vetenskapligt utformad och rimlig för leverans till land och till sjöss, sparar fraktkostnader. Generellt sett kan en 20-fots container bära en uppsättning EVA-laminerad glasutrustning och tillräckligt med EVA-film, vilket sparar mycket pengar för kunden.
Produktionslinjen för PVB-laminerat glas är lång, mycket tung, installationen är svår och transportkostnaderna är enorma, vilket ökar produktionskostnaden avsevärt.
16) Vår utrustning för laminerat glas kan använda TPU-film för att producera TPU-laminerat glas, särskilt för skottsäkert glas och vindrutelaminerat glas. Och kan arbeta med autoklav för att producera båglaminerat glas. Det är mycket viktigt för fabriken.
Publiceringstid: 30 juli 2021


